- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

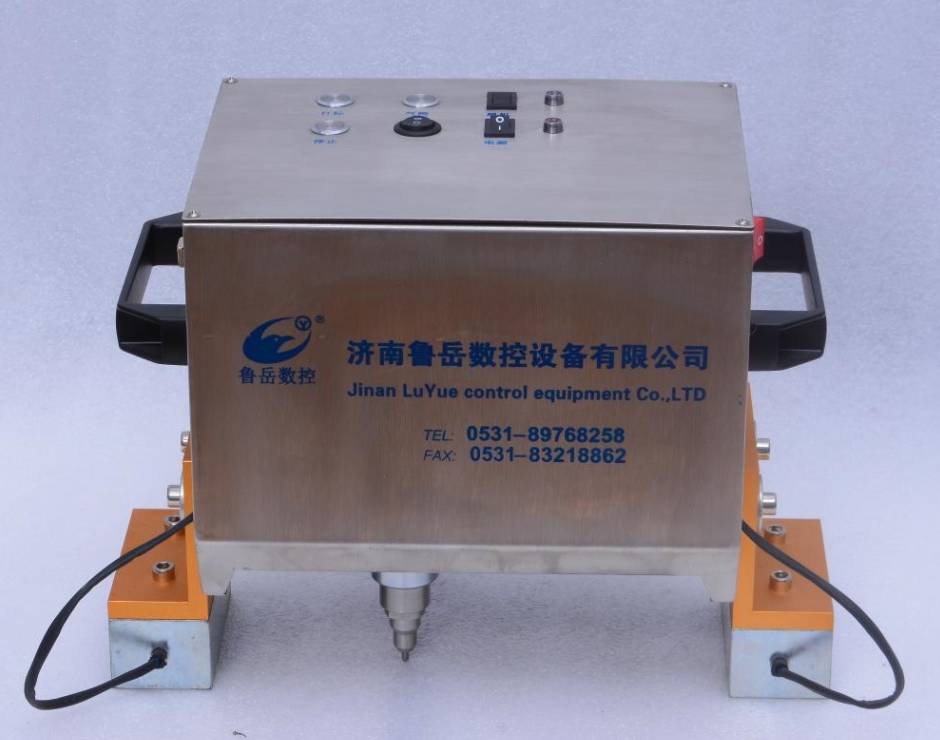
ເຄື່ອງຫມາຍ Pneumatic ຄວາມຜິດພາດທົ່ວໄປແລະວິທີການ recondition
1. ຄວາມເລິກຂອງເຄື່ອງໝາຍກາຍເປັນສີມ້ານ ແລະການຂຽນກວ້າງຂຶ້ນ:
â¹´ ເຂັມໃສ່ເຄື່ອງໝາຍຫຼາຍເກີນໄປ, ຄວນປ່ຽນແທນ;â¹µ ປັບໄລຍະຫ່າງລະຫວ່າງເຂັມ ແລະເຄື່ອງໝາຍ;
(3) ກວດເບິ່ງວ່າຄວາມກົດດັນອາກາດຫຼຸດລົງ, ແລະນ້ໍາມັນຫຼືນ້ໍາໃນອາຍແກັສຄວນຈະຖືກປ່ອຍອອກ.
2. ເຂັມຂັດຫຼືເຄື່ອງໝາຍຜິດປົກກະຕິ:
(1) ກວດເບິ່ງວ່າຄວາມກົດດັນຂອງວາວຫຼຸດຜ່ອນຄວາມກົດດັນແມ່ນປົກກະຕິ (ຄ່າປົກກະຕິແມ່ນ 2-4 ບັນຍາກາດ);
(2) ກວດເບິ່ງວ່າເສັ້ນທາງອາກາດຖືກເຊື່ອມຕໍ່ດີ, ມີການຮົ່ວໄຫຼຂອງອາກາດຢູ່ບ່ອນເຊື່ອມຕໍ່ຂອງເຂັມຂັດ, ບໍ່ວ່າຈະເປັນທໍ່ trachea ຮ່ວມກັນດີ;
(3) ການທົດສອບຄູ່ມືເພື່ອເບິ່ງວ່າການສັ່ນສະເທືອນຂອງເຂັມເຮັດວຽກ, ເບິ່ງວ່າການສັ່ນສະເທືອນຂອງປ່ຽງເຂັມແມ່ນເປັນປົກກະຕິ;
(4) ກວດເບິ່ງແຜງວົງຈອນ, ຄວາມຖີ່ຂອງວາວ solenoid ແລະຄວາມຖີ່ຂອງວົງຈອນ potentiometer ແມ່ນຖືກປັບຕາມປົກກະຕິ. W1 ປັບຄວາມຖີ່ແລະ W2 ປັບວົງຈອນຫນ້າທີ່. ຫຼັງຈາກການປັບຕົວ, ແຮງດັນລະຫວ່າງ "24-" ໃນມຸມຂວາເທິງຂອງແຜງຄວບຄຸມແລະ MAC ແມ່ນຫນ້ອຍກວ່າ 9.6V.

3. ເຄື່ອງຫມາຍການຜິດປົກກະຕິຫຼື dislocation:
â¹´ ບໍ່ວ່າຈະເປັນເສອແຂນທອງແດງທີ່ຕິດຕໍ່ກັບປາຍກະບອກລຸ່ມຂອງຫົວເຄື່ອງໝາຍ ແລະເຂັມຂັດຫຼາຍເກີນໄປ, ຖ້າບໍ່ດັ່ງນັ້ນ ຄວນປ່ຽນແທນ;
â¹µ ເມື່ອພະລັງງານບໍ່ເຮັດວຽກ, ສັ່ນຫົວກະບອກສູບຂອງຫົວເຄື່ອງໝາຍຄ່ອຍໆໄປຕາມທິດທາງ X ແລະທິດທາງ Y ເພື່ອເບິ່ງວ່າແຕ່ລະທິດທາງວ່າງຫຼືບໍ່. ຖ້າມີຊ່ອງຫວ່າງ, ກວດເບິ່ງວ່າສາຍແອວ synchronous ວ່າງເກີນໄປ, ແຜ່ນຄວາມກົດດັນຂອງສາຍແອວ synchronous ແມ່ນວ່າງ, ບໍ່ວ່າຈະເປັນລໍ້ສາຍແອວ synchronous ແລະ shaft motor ແມ່ນວ່າງ, reconnect ຫຼື tighten;
(3) ກວດເບິ່ງວ່າມີ impurities ຢູ່ໃນແຖບເລື່ອນຂອງ workbench ສອງມິຕິ;
(4) ກວດເບິ່ງວ່າການເຊື່ອມຕໍ່ໄຟຟ້າແມ່ນວ່າງ;
4. ຫົວເຄື່ອງໝາຍເຄື່ອງໝາຍບໍ່ຄົບຖ້ວນເມື່ອໝາຍໃສ່ບ່ອນເຮັດວຽກສອງມິຕິ , ແລະມັນຈະສ້າງສຽງຂັດຂ້ອງເມື່ອມັນກັບຄືນສູ່ສູນ:
(1) ກວດສອບວ່າສະຫຼັບໃນສະຖານທີ່ໃນທິດທາງໄດ້ຖືກເສຍຫາຍຫຼືແຕກ;
â¹µ ກະດານຄວບຄຸມມີຄວາມຜິດຫຼືບໍ່, ຖ້າບໍ່ດັ່ງນັ້ນມັນຄວນຈະຖືກປ່ຽນແທນ.
5. ເມື່ອເຮັດເຄື່ອງໝາຍ, ພຽງແຕ່ພິມເສັ້ນຕັ້ງ ຫຼື ເສັ້ນແນວນອນໜຶ່ງເສັ້ນເທົ່ານັ້ນ:
(1) ກວດເບິ່ງວ່າການເຊື່ອມຕໍ່ມໍເຕີໃນທິດທາງນີ້ແມ່ນປົກກະຕິບໍ;
(2) ກວດເບິ່ງວ່າ motor winding ແມ່ນແຕກ, ຖ້າແຕກ, ປ່ຽນ motor;
(3) ບໍ່ວ່າໄດໃນທິດທາງນີ້ເສຍຫາຍ.
6. ການຂຽນດ້ວຍມືບາງເກີນໄປ:
â¹´ ຄວາມໄວການຂຽນໄວເກີນໄປ, ເໝາະສົມເພື່ອຫຼຸດຄວາມໄວຂອງການຂຽນ;
ຄວາມຖີ່ຂອງການສັ່ນສະເທືອນຂອງເຂັມແມ່ນຕໍ່າເກີນໄປ. (ໂດຍທົ່ວໄປ, ມັນໄດ້ຖືກປັບກ່ອນທີ່ຈະສົ່ງຈາກໂຮງງານ. ຖ້າຕ້ອງການປັບແຕ່ງ, ກະລຸນາຕິດຕໍ່ບໍລິສັດອຸປະກອນ CNC Jinan Luyue)

7. ຄຳໝາຍສອງສາມຄຳສຸດທ້າຍທັບຊ້ອນກັນ:
ຖ້າມັນເກີນຂອບເຂດຂອງເຄື່ອງຫມາຍ, ຈຸດເລີ່ມຕົ້ນຂອງເຄື່ອງຫມາຍຂອງແກນທີ່ສອດຄ້ອງກັນຄວນຖືກປັບ.
8. ເປີດການສະຫນອງພະລັງງານຕົ້ນຕໍ, ບໍ່ມີໄຟສັນຍານຂອງຄອມພິວເຕີແລະໄດເວີການສະຫນອງພະລັງງານ:
â¹´ ສະວິດໄຟທັງໝົດຖືກຫັກ ຫຼືບໍ່ມີສາຍ;
â¹µ ຟິວຂອງປລັກສຽບໄຟຢູ່ກ່ອງຄວບຄຸມຖືກລົມ, ແລະມີການປ່ຽນປະກັນໄພ.
9. ລະບົບການຄວບຄຸມຜິດປົກກະຕິ:
(1) ກວດເບິ່ງວ່າ 5V ແລະ 24V DC outputs ໃນແຜງຄວບຄຸມແມ່ນປົກກະຕິ. ຖ້າມີຄວາມເສຍຫາຍ, ຈໍາເປັນຕ້ອງປ່ຽນກະດານຄວບຄຸມ;
(2) ຖ້າບໍ່ມີການປ້ອນຂໍ້ມູນໃສ່ກະດານຄວບຄຸມ, ໃຫ້ກວດເບິ່ງວ່າຫມໍ້ແປງແມ່ນປົກກະຕິຫຼືບໍ່.

10. ຫຼັງຈາກເຄື່ອງຫມາຍ, ໄດ້ເຄື່ອງໝາຍບໍ່ສາມາດເຮັດວຽກໄດ້, ແລະລະບົບຊອບແວລາຍງານ "ຄວາມຜິດພາດທິດທາງ Y":
(1) ກວດເບິ່ງວ່າປຸ່ມ "ຄູ່ມື / ອັດຕະໂນມັດ" ຢູ່ໃນສະຖານະອັດຕະໂນມັດ;
(2) ຖ້າມັນຖືກຈັດໃສ່ໃນສະຖານະອັດຕະໂນມັດ, ສາມລະບົບສະຫຼັບກ່ອນທີ່ຈະດໍາເນີນການຄວນຈະບໍ່ມີການປະຕິບັດ, ຖ້າບໍ່ດັ່ງນັ້ນການກວດສອບຈະຖືກປະຕິບັດຕໍ່ມາ;
(3) ກວດເບິ່ງວ່າປລັກເຊື່ອມຕໍ່ຂອງສະວິດຄູ່ມື/ອັດຕະໂນມັດກັບແຜງວົງຈອນໄດ້ສຽບຢູ່ດີຫຼືບໍ່ ແລະ ມີການກົດດັນສາຍດີຫຼືບໍ່;
(4) ກວດເບິ່ງວ່າສະຫວິດຖືກຕັດການເຊື່ອມຕໍ່;
(5) ວົງຈອນສັ້ນສະຫຼັບສອງຕີນ, ເພື່ອເບິ່ງວ່າມັນເປັນປົກກະຕິ, ເຊັ່ນ: ປົກກະຕິ, ສະຫຼັບບໍ່ດີ;
(6) ຖ້າມັນບໍ່ປົກກະຕິ, ປ່ຽນແຜ່ນວົງຈອນ.
11. ທເຄື່ອງໝາຍບໍ່ສາມາດເຮັດວຽກຫຼືບໍ່ໄດ້ເຮັດວຽກຕາມປົກກະຕິ:
(1) ກວດເບິ່ງວ່າສາຍສັນຍານແລະສາຍຄວບຄຸມຂອງເຄື່ອງໝາຍຖືກເຊື່ອມຕໍ່ຢ່າງຖືກຕ້ອງ;
(2) ການທົດສອບຄູ່ມືເພື່ອເບິ່ງວ່າມີການປະຕິບັດຄູ່ມືໃດໆ. ຖ້າມີການດໍາເນີນການຄູ່ມື, ມັນຄວນຈະເປັນຄວາມຜິດຂອງຄອມພິວເຕີແລະສາຍເຊື່ອມຕໍ່, jack ກະດານຄວບຄຸມທີ່ກ່ຽວຂ້ອງ, ຖ້າບໍ່ດັ່ງນັ້ນມັນເປັນຄວາມຜິດຫຼັງຈາກກ່ອງຄວບຄຸມ.
ຖ້າທ່ານມີຄໍາຖາມຫຼືບັນຫາອື່ນໆກ່ຽວກັບ pneumaticເຄື່ອງໝາຍ, ກະລຸນາຕິດຕໍ່ບໍລິສັດອຸປະກອນ CNC Luyue ຂອງພວກເຮົາທັນທີ! ພວກເຮົາຈະພະຍາຍາມທີ່ດີທີ່ສຸດເພື່ອແກ້ໄຂບັນຫາຂອງທ່ານ!

ທີ່ຜ່ານມາ:ປະຫວັດການພັດທະນາຂອງເຄື່ອງໝາຍ